

記事公開日
アナログメーターの最重要部品「ピボット」とは?

はじめに
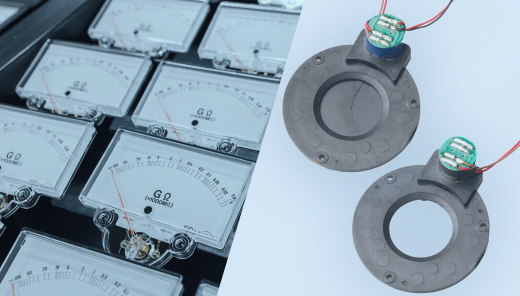
ピボットとは、アナログメーターにおいて指針を支える極めて重要な部品の一つであり、計測精度や動作の安定性に大きく影響を与える要素です。アナログメーターは、電圧や電流などの測定値を針の動きとして表示する計測器ですが、その繊細な動きを支えているのが内部構造、特にピボットの存在です。
本記事では、ピボットの基本的な仕組みや構造、種類、もう一つの方式であるトートバンド方式との違いについて、現場視点も交えながら分かりやすく解説します。
ピボットとは
ピボットとは、アナログメーターの指針や可動部を支える軸であり、先端を非常に鋭く加工した針状の部品(尖頭針)です。非常に小さい微細な部品でその先端Rは肉眼で見ることが難しいです。形状のイメージとしてはシャーペンの先端をさらに細くして先端を尖らせたようなイメージになります。このピボットは可動部の回転中心として機能し、わずかな電流変化を滑らかな指針の動きへと変換するために欠かせない存在です。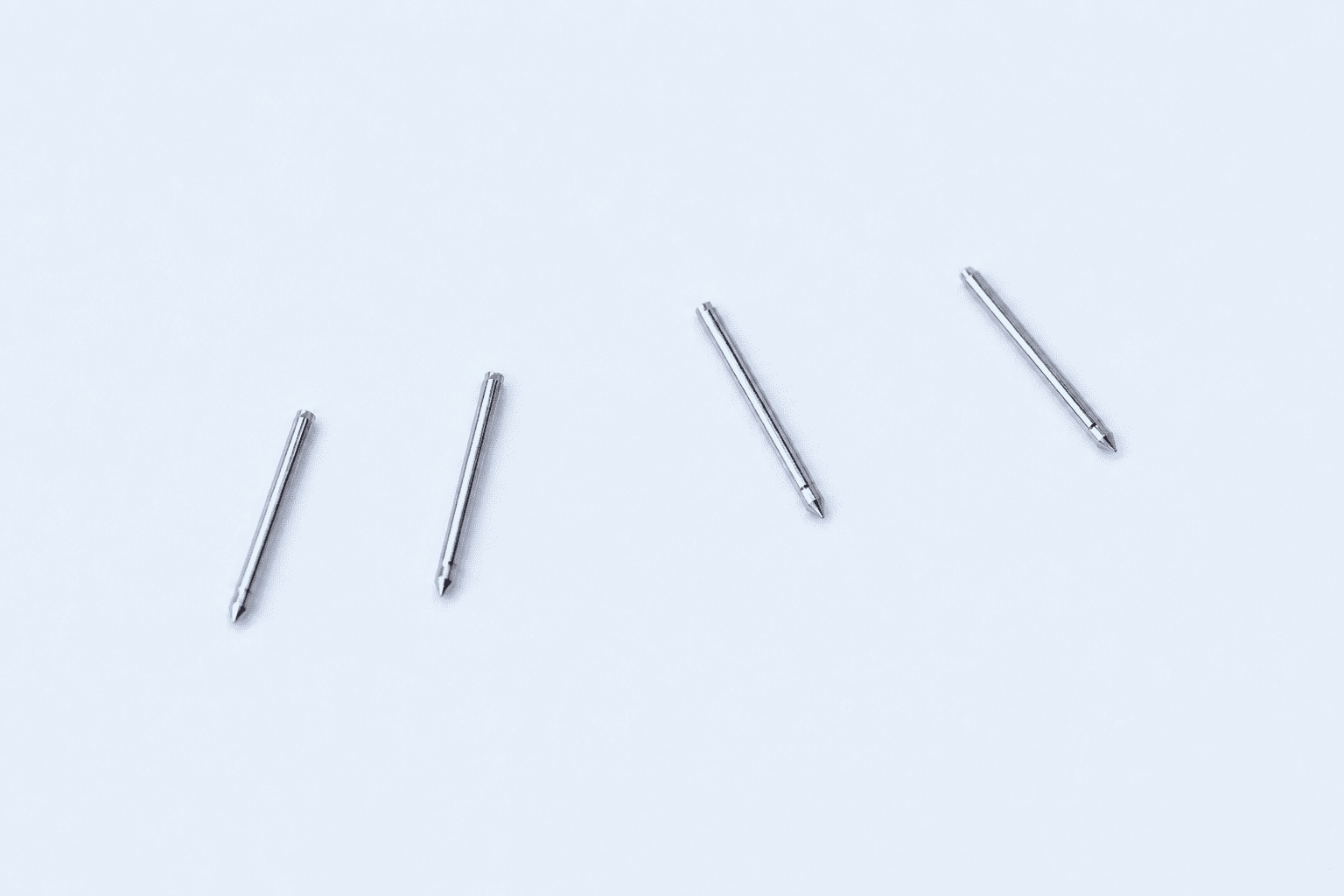
ピボットの仕組みと役割
ピボットは受石(軸受)と組み合わせて使用され、可動部が極めて低い摩擦で回転できるよう設計されています。この構造により、微小な電流変化でもスムーズに指針が動き、高い応答性と精度が実現されます。計器が水平に設置された状態では、可動部の重量は下部の受石が支え、上部のピボットと受石の間にはわずかな隙間が設けられ、安定した回転と低摩擦が両立されています。一方で、接触構造であるため摩耗や摩擦の影響を受けやすく、振動や衝撃が加わる環境では設計や材料選定が重要となります。
ピボットの構造と材料
ピボットは主にSWP-A(ピアノ線)やタングステンなどの材料を用いて製造されます。製造工程としては、荒加工 → 焼入れ → 精密研磨 → めっき処理(防錆)といった工程を経て、高精度かつ高耐久な形状に仕上げられます。形状は非常に微細で、一般的には直径0.5mm程度(カスタムで0.4~0.7mm)、円錐角は約50~60°、先端半径rは0.01~0.03mmという極めて高精度な仕様となっています。
尚、先端Rについては以下のような使い分けをするのが一般的です。
R0.01:高感度メータ用
R0.02:一般メータ用
R0.03:耐振動・衝撃用
この先端Rの仕上がりがピボット性能の要であり、わずかな形状差が摩擦や応答性に大きな影響を与えます。そのため、単なる加工精度だけでなく、「仕様通りに、かつ滑らかに仕上げる」高度な加工ノウハウが求められます。実際の現場では、この先端品質において海外メーカーとの差が出やすく、当社ではこの仕上げ品質に強みを持っています。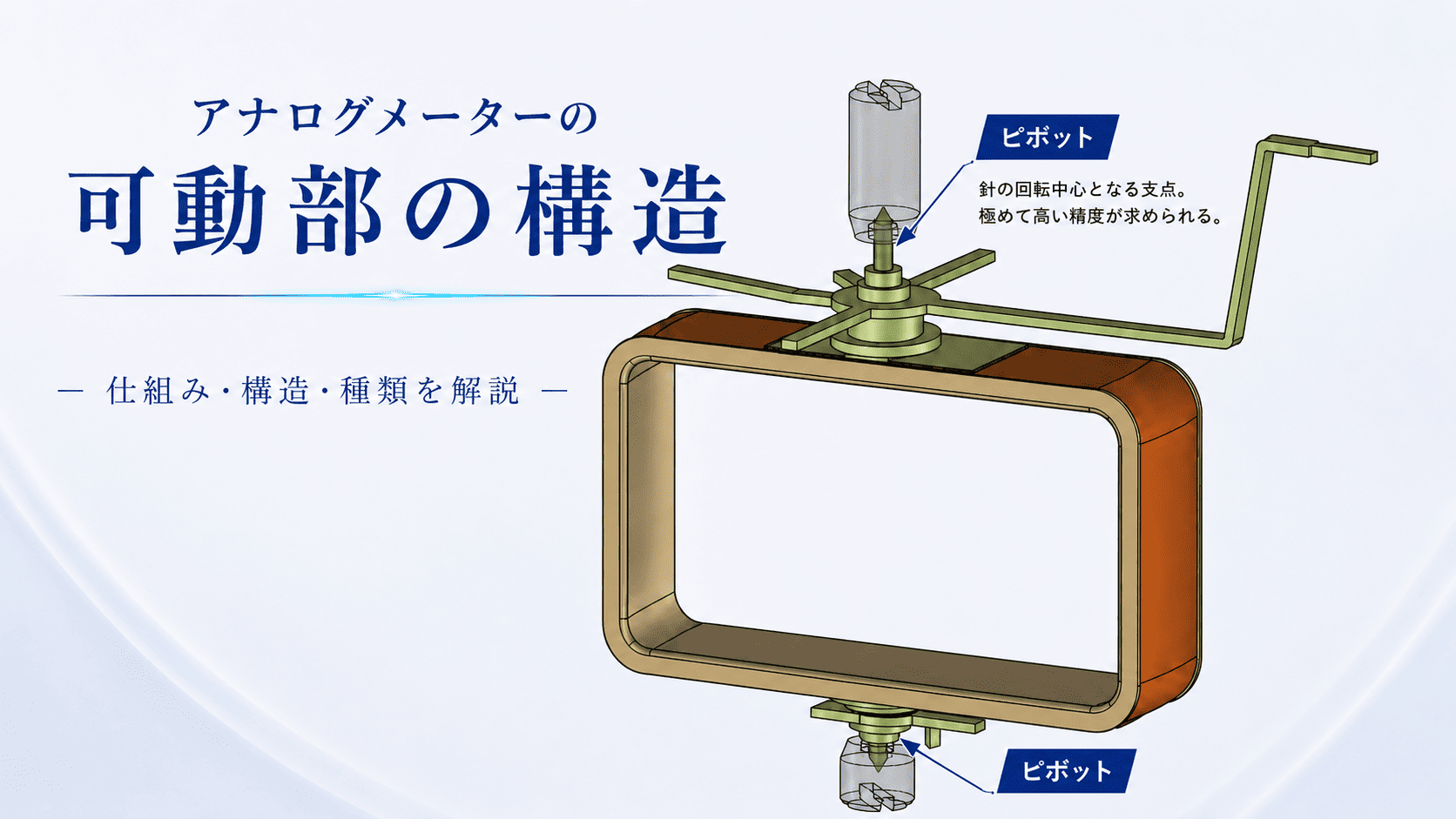
ピボットの種類
ピボットには、形状および材料の違いによっていくつかの種類があります。
まず形状としては、一般的な可動コイル型メーターでは片側のみが尖ったピボットが使用されます。一方で、可動鉄片型メーターでは両端が尖った「両頭ピボット」が採用され、計器の構造や支持方法に応じて使い分けられています。
次に材料による違いとして、一般的に多く使用されるのがSWP-A(ピアノ線)を用いたピボットです。コストと性能のバランスに優れており、幅広い用途で採用されています。
これに対し、より高い性能が求められる用途ではタングステン製ピボットが使用されることがあります。タングステンは非常に硬く耐摩耗性に優れており、摩擦が極めて少ないため、滑らかな動作を長期間維持できる点が特長です。特に、振動や衝撃が継続的に加わる環境ではその性能が発揮され、安定した測定が可能となります。一方で、材料コストが高いため、用途に応じた選定が必要となります。
このように、ピボットは形状だけでなく材料の違いによっても性能が大きく変わるため、使用環境や要求仕様に応じた適切な選定が重要です。
組立における難しさ
ピボットは非常に微細な部品であるため、単に製作するだけでなく、可動部への組み込みにも高度な技術が求められます。特に、正確な向きで圧入する工程は難易度が高く、わずかなズレでも性能に影響を及ぼします。そのため、量産においても安定した品質を維持するためには、専用治具や作業ノウハウの蓄積が不可欠です。
ピボット方式とトートバンド方式の違い
アナログメーターの支持方式には、ピボット方式とトートバンド方式があります。
■ ピボット方式
・接触構造(軸+受石)
・高精度かつコストバランスに優れる
・振動や衝撃にはやや弱い
■ トートバンド方式
・張力による支持構造
・摩擦が極めて小さい
・耐衝撃性に優れるがコストが高い
それぞれに特長があり、用途や環境に応じて選定されます。
ピボットが使われ続ける理由
ピボット方式は、シンプルな構造でありながら高い精度とコストバランスを実現できるため、現在でも広く採用されています。また、製造工程や組立において長年蓄積されたノウハウが存在するため、他方式への変更が容易でないという実務的な背景もあります。こうした理由から、現在でも多くの計器において主流の方式として使用されています。
まとめ
ピボットは、アナログメーターの性能を支える中核部品であり、その加工精度と組立技術が製品品質を大きく左右します。特に先端形状の仕上げや組立精度といった要素には高度な技術が求められ、単なる小部品ではなく「精密技術の集合体」といえる存在です。また、ピボットは一見すると小さな部品ですが、その性能がアナログメーター全体の指示精度や信頼性に直結するため、部品選定や加工品質が非常に重要となります。計器の性能を最大限に引き出すためには、こうした細部にまでこだわった設計・製造が不可欠です。
当社では、このピボットの製造から組立・調整まで一貫して対応しており、国内外のお客様にご採用いただいています。製造難易度の高さから生産可能な企業は限られており、日本国内では当社のみ、グローバルでも限られた企業のみが対応可能な部品となっています。
今後はアナログメーター用途にとどまらず、医療分野など微細・高精度が求められる新たな分野への展開も進めていきます。試作対応も可能ですので、お気軽にご相談ください。